
Page 31 - 《应用声学》2020年第3期
P. 31
第 39 卷 第 3 期 牛金荣等: 超声辅助磨削杯形砂轮变幅器设计与试验 351
完全处在节点位置,不发生振动。变幅器在添加了 转速为 3000 r/min,工作寿命为 2 亿转。工作时,超
法兰及圆锥杆大端的连接螺栓后,模态分析所得的 声波发生器产生的高频电能通过导线流入滑环转
谐振频率有所降低,由19.942 kHz 变为19.357 kHz, 子,继而从滑环定子通过导线流入压电换能器,产生
与设计频率 20 kHz相差 643 Hz,误差为 3.2%,在所 超声振动。
允许的误差范围内。在模态分析得到的全部模态结
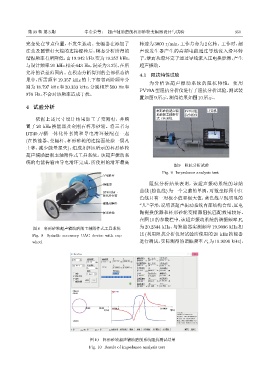
4.1 阻抗特性试验
果中,所需频率 19.357 kHz 的上下相邻两阶频率分
为分析该超声振动系统的阻抗特性,使用
别为18.797 kHz 和20.333 kHz,分别相差 560 Hz和
PV70A型阻抗分析仪进行了阻抗分析试验,测试装
976 Hz,不会对该频率造成干扰。
置如图9所示,测得结果如图10所示。
4 试验分析
ॎᆋᣃᡔܦᣙ PV70A ᝠካ
ҰᇜҐ˟ᣉᬄ͈ ઈѬౢ́
依据上述尺寸设计结果加工了变幅杆,并购 रࢺЦጇፒ
置了 20 kHz 换能器及金刚石杯形砂轮。将三者与
BT40 刀柄一体化外套筒和导电滑环装配在一起
(在换能器、变幅杆、杯形砂轮的连接面处涂一层凡
士林,减少能量损失),组成如图 8 所示的杯形砂轮
超声辅助磨削主轴附件式工具系统。该超声振动系
统的电能传输由导电滑环完成,所使用的滑环最高
图 9 阻抗分析试验
Fig. 9 Impedance analysis test
ႃဗ
૱ᑟ٨ 阻抗分析结果表明,该超声振动系统的导纳
曲线 (粉色线) 为一个完整的单圆,对数坐标图中红
BT40Ѩ౻ʷ
ʹӑܱݓኔ
色线只有一对极小值和极大值,蓝色线呈现明显的
ړ᩼ԫࣨీ
“几”字形,说明该超声振动系统内部结构合理,压电
ॎᆋᣃ 陶瓷换能器和杯形砂轮变幅器阻抗匹配效果较好。
在图10的参数栏中,该超声振动系统的谐振频率F s
图 8 杯形砂轮超声辅助磨削主轴附件式工具系统 为 20.2344 kHz,与换能器实测频率 19.9096 kHz 相
Fig. 8 Spindle accessory UAG device with cup 比(利用阻抗分析仪对试验所使用的20 kHz 换能器
wheel 进行测试,实际测得的谐振频率F s 为19.9096 kHz),
图 10 杯形砂轮超声辅助磨削系统阻抗测试结果
Fig. 10 Result of impedance analysis test